Geavanceerde vormingstechnieken
Classificatie van productieprocessen
H1: oervormen
DIN8580:
= Classificatie systeem van productieprocessen in 6 hoofdgroepen
- Ook verder verdeeld in subgroepen
Oervormen:
= Vast lichaam wordt gecreëerd door cohesie te geven aan een aanvankelijk vormloos
materiaal (liquid, poeder, plastisch)
- Mogelijk om in één verwerkingsstap dicht bij de vorm van een eindproduct te komen
- Meestal relatief energie-intensief
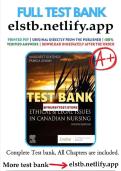
Gieten:
= Vloeibaar materiaal in een voorgevormde matrijs gieten.
- Holte is het negatief van het finale werkstuk
- Categorisatie op basis van type matrijs en hoe vloeibaar
materiaal in de matrijs gebracht wordt
- Uitdagingen
o Turbulentie
▪ Hiervoor is er een aansnijding aanwezig, om de turbulentie zoveel
mogelijk tegen te gaan
▪ Het Reynolds getal zorgt voor turbulentie
o Lucht: oxidatie
o Slak (slag)
▪ Vervuiling in het materiaal dat kan zorgen voor oneffenheden
▪ Kan verwijdert worden met slag removal agent
o Viscositeit
▪ Als het te visceus is zal de mal niet volledig kunnen vullen, of als ze
samen komen dat ze niet voldoende mengen, zorgend voor een zwakte
▪ Kan aangepast worden door temp aan te passen of additief toe te voegen
o Ondersnijdingen
▪ Zorgen dat het stuk nog uit de mal verwijdert kan worden
▪ Als het niet anders kan, mogelijk om een verwijderbare kern toe te
voegen
- Gietbaarheid (cast ability)
o Viscositeit
▪ Afhv temp, materiaal
o Thermische gietbaarheid
▪ Afhv materiaal, dichtheid, smelttemp, thermische uitzettingscoef
, • Thermische uitzettingscoef is verantwoordelijk voor scheuren,
krimpen, kapot maken van de mal
o Bepalen van de gietbaarheid
▪ Spiraalvormige matrijs
▪ Lengte van het gesmolten materiaal
• Checken in de fluidity index
• Deze methode word niet echt meer gebruikt
- Gietfouten en defecten
o Shift of mismach van matrijshelfden
o Pinholes: door gas
o Cold shut: materiaal was te koud dus niet samen gekomen
o Hot tear: scheuren door slechte matrijs en hoge thermische en trek spanningen
o Slag inclusion
o Misrun: het materiaal vloeit niet door tot alle onderdelen
o Metal penertation: bv bij zand, dat het metaal door het zand gaat
o Shrinkage cavity
o Desired dimention: het materiaal duwt de matijs naar buiten, zwellen
o Drops: zand dat afgebrokkeld is
o Hard spot: slechte legering of verschillende stollingstemp (bij hetrogeen mat)
o Warpage: trek en druk spanning
- Problemen door slink
o Onvoldoende materiaal in de matrijs
▪ Kan door volume vermindering komen bij stollen
o Oplossing
▪ Strategisch plaatsen van opkomers
▪ Door de gate zal het laminair worden
o Ontwerp van een opkomer
▪ Koelt na het werkstuk
▪ Voldoende groot op krimp te compenseren
▪ Stolling in de richting van de opkomer
• Bol is optimaal door kleinste opp en grootste volume, maar
cilinder is beste voor opkomer hier
• Chvorinov’s regel
o Wat de stollingstijd zal zijn
- Soorten opkomers
o Open versus gesloten/ontluchting
o Ligging
▪ Op hoogste punt
▪ Blinde opkomer voor materiaal ophoping met
ontluchting in het hoogste punt
- Problemen door krimp
o Volumevermindering van vast metaal
o In de vorm van een krimpscheur
- Gietmaterialen
o Metalen
▪ Gietijzer: C > 2 %; 𝑇𝑠𝑚 ≅ 1150°𝐶; kort stollingsinterval
▪ Gietstaal: C < 1.5 %; 𝑇𝑠𝑚 ≅ 1500°𝐶; lang stollingsinterval
, • Minder vloeibaar dan gietijzer
• Veel krimp door hoge thermische uitzettingscoef
▪ Non-ferro legeringen
o Niet-metalen
▪ Kunststof, keramiek, glas
- Stolling van pure metalen en legeringen
- Stolling van non-ferro legeringen
- Verloop van het stollingsproces
o Kleine nuclei beginnen te vormen in het liquid en zullen het begin vormen van de
kristallen
o Kleine dendrieten beginnen te vormen van die nuclei
o De dendrieten groeien verder (boom achtige structuren)
o Hoe groter ze worden, hoe kleiner de ruimte rond zich
o Het is volledig solide en de verschillende vlakken met verschillende richtingen
raken elkaar in een grain boundary
- Korrelgroei en lokale verschillen in materiaalsamenstelling afhv
o Giettemp
o Afkoelsneleheid
o Afh van matrijs materiaal, volume/opp werkstuk
- Typische gietfouten
o Krimpscheur
o Slink holte
o Porositeit
- Soorten gietmethodes
o Eénmalige gietvormen
▪ ̶Gedeelde vorm: zand
▪ ̶Ongedeelde vorm: verloren was / polystyreenschuim
, o ̶(Permanente) gietvormen in metaal
▪ ̶Manueel
▪ ̶Spuitgieten
▪ ̶Centrifugaal gieten
▪ ̶Continu gieten
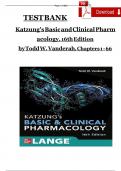
Zandgieten
- Omkasting (boven en onderkast) gevuld met zand en bindmiddel (klei, cement)
o Zal porositeit of textuur beinvloeden
- Voorzien van gietloop, en potentiele kernen (moeten sterk zijn, kan ook zand zijn)
o Vul boven en onderkast met model appart met zand en haal de modelen er erna
onderste boven uit
o Voorzie gietlopen, lossingshoek
▪ Vermijden van beschadiging vormholte, 2-8°
o Giet het metaal en haal het zand er achteraf af
- Maken van matrijzen is meestal automatisch, gieten zelf nog manueel
- Mogelijkheid tot zeer complexe stukken (kernen) en grote stukken
Klei gebonden vormzand
- Gieten in natte matrijs, mogelijks voorbehandeling van matrijs (vb verbetering oppkwal.)
- Gieten in droge matrijs, de zandmatrijs drogen voor verhoogde sterkte, tijdrovend
Chemisch gebonden vormzand
- Gebruik van chemische reactie om rand te binden (vb cement of harsgebonden zand)
- Maakt de matrijs sterker zonder de nood naar drogen
Schaalvormen
- Vormzand = zand + (thermohardende) kunststof
- Hogere nauwkeurigheid, duur
- De matrijs word voorverwarmt waarna het vormzand
erover gedaan word, door te draaien
- Het vormzand zal blijven hangen aan de matrijs en zal nog extra verwarmt worden
waarna het uithard en als matrijs zelf gebruikt kan worden
- Na het gieten zal het zand eraf vallen en word het gefiltert, het zand word opnieuw
gecoat tot vormzand
Precisiegieten (lost wax coating, investment casting)
- Voor staal en RVS
- Goede opp afwerking (nauwe maat toleraties)
- Het maken van de wasvormen door metalen martijs
- Plaats deze afzonderlijke was vormen op een tak of boom (werkt als opkomer en neemt
krimp op)
- Gedompelt in a ceramic slurry (groen product), waarna die gebakken wordt en het was
wegbakt (bruin product)
o Slurry is cement met granulaat
o Dikgenoeg om te blijve plakken maar ook om de details te laten zien
- Het metaal wordt hierin gegoten, onderscheiding mogelijk
Classificatie van productieprocessen
H1: oervormen
DIN8580:
= Classificatie systeem van productieprocessen in 6 hoofdgroepen
- Ook verder verdeeld in subgroepen
Oervormen:
= Vast lichaam wordt gecreëerd door cohesie te geven aan een aanvankelijk vormloos
materiaal (liquid, poeder, plastisch)
- Mogelijk om in één verwerkingsstap dicht bij de vorm van een eindproduct te komen
- Meestal relatief energie-intensief
Gieten:
= Vloeibaar materiaal in een voorgevormde matrijs gieten.
- Holte is het negatief van het finale werkstuk
- Categorisatie op basis van type matrijs en hoe vloeibaar
materiaal in de matrijs gebracht wordt
- Uitdagingen
o Turbulentie
▪ Hiervoor is er een aansnijding aanwezig, om de turbulentie zoveel
mogelijk tegen te gaan
▪ Het Reynolds getal zorgt voor turbulentie
o Lucht: oxidatie
o Slak (slag)
▪ Vervuiling in het materiaal dat kan zorgen voor oneffenheden
▪ Kan verwijdert worden met slag removal agent
o Viscositeit
▪ Als het te visceus is zal de mal niet volledig kunnen vullen, of als ze
samen komen dat ze niet voldoende mengen, zorgend voor een zwakte
▪ Kan aangepast worden door temp aan te passen of additief toe te voegen
o Ondersnijdingen
▪ Zorgen dat het stuk nog uit de mal verwijdert kan worden
▪ Als het niet anders kan, mogelijk om een verwijderbare kern toe te
voegen
- Gietbaarheid (cast ability)
o Viscositeit
▪ Afhv temp, materiaal
o Thermische gietbaarheid
▪ Afhv materiaal, dichtheid, smelttemp, thermische uitzettingscoef
, • Thermische uitzettingscoef is verantwoordelijk voor scheuren,
krimpen, kapot maken van de mal
o Bepalen van de gietbaarheid
▪ Spiraalvormige matrijs
▪ Lengte van het gesmolten materiaal
• Checken in de fluidity index
• Deze methode word niet echt meer gebruikt
- Gietfouten en defecten
o Shift of mismach van matrijshelfden
o Pinholes: door gas
o Cold shut: materiaal was te koud dus niet samen gekomen
o Hot tear: scheuren door slechte matrijs en hoge thermische en trek spanningen
o Slag inclusion
o Misrun: het materiaal vloeit niet door tot alle onderdelen
o Metal penertation: bv bij zand, dat het metaal door het zand gaat
o Shrinkage cavity
o Desired dimention: het materiaal duwt de matijs naar buiten, zwellen
o Drops: zand dat afgebrokkeld is
o Hard spot: slechte legering of verschillende stollingstemp (bij hetrogeen mat)
o Warpage: trek en druk spanning
- Problemen door slink
o Onvoldoende materiaal in de matrijs
▪ Kan door volume vermindering komen bij stollen
o Oplossing
▪ Strategisch plaatsen van opkomers
▪ Door de gate zal het laminair worden
o Ontwerp van een opkomer
▪ Koelt na het werkstuk
▪ Voldoende groot op krimp te compenseren
▪ Stolling in de richting van de opkomer
• Bol is optimaal door kleinste opp en grootste volume, maar
cilinder is beste voor opkomer hier
• Chvorinov’s regel
o Wat de stollingstijd zal zijn
- Soorten opkomers
o Open versus gesloten/ontluchting
o Ligging
▪ Op hoogste punt
▪ Blinde opkomer voor materiaal ophoping met
ontluchting in het hoogste punt
- Problemen door krimp
o Volumevermindering van vast metaal
o In de vorm van een krimpscheur
- Gietmaterialen
o Metalen
▪ Gietijzer: C > 2 %; 𝑇𝑠𝑚 ≅ 1150°𝐶; kort stollingsinterval
▪ Gietstaal: C < 1.5 %; 𝑇𝑠𝑚 ≅ 1500°𝐶; lang stollingsinterval
, • Minder vloeibaar dan gietijzer
• Veel krimp door hoge thermische uitzettingscoef
▪ Non-ferro legeringen
o Niet-metalen
▪ Kunststof, keramiek, glas
- Stolling van pure metalen en legeringen
- Stolling van non-ferro legeringen
- Verloop van het stollingsproces
o Kleine nuclei beginnen te vormen in het liquid en zullen het begin vormen van de
kristallen
o Kleine dendrieten beginnen te vormen van die nuclei
o De dendrieten groeien verder (boom achtige structuren)
o Hoe groter ze worden, hoe kleiner de ruimte rond zich
o Het is volledig solide en de verschillende vlakken met verschillende richtingen
raken elkaar in een grain boundary
- Korrelgroei en lokale verschillen in materiaalsamenstelling afhv
o Giettemp
o Afkoelsneleheid
o Afh van matrijs materiaal, volume/opp werkstuk
- Typische gietfouten
o Krimpscheur
o Slink holte
o Porositeit
- Soorten gietmethodes
o Eénmalige gietvormen
▪ ̶Gedeelde vorm: zand
▪ ̶Ongedeelde vorm: verloren was / polystyreenschuim
, o ̶(Permanente) gietvormen in metaal
▪ ̶Manueel
▪ ̶Spuitgieten
▪ ̶Centrifugaal gieten
▪ ̶Continu gieten
Zandgieten
- Omkasting (boven en onderkast) gevuld met zand en bindmiddel (klei, cement)
o Zal porositeit of textuur beinvloeden
- Voorzien van gietloop, en potentiele kernen (moeten sterk zijn, kan ook zand zijn)
o Vul boven en onderkast met model appart met zand en haal de modelen er erna
onderste boven uit
o Voorzie gietlopen, lossingshoek
▪ Vermijden van beschadiging vormholte, 2-8°
o Giet het metaal en haal het zand er achteraf af
- Maken van matrijzen is meestal automatisch, gieten zelf nog manueel
- Mogelijkheid tot zeer complexe stukken (kernen) en grote stukken
Klei gebonden vormzand
- Gieten in natte matrijs, mogelijks voorbehandeling van matrijs (vb verbetering oppkwal.)
- Gieten in droge matrijs, de zandmatrijs drogen voor verhoogde sterkte, tijdrovend
Chemisch gebonden vormzand
- Gebruik van chemische reactie om rand te binden (vb cement of harsgebonden zand)
- Maakt de matrijs sterker zonder de nood naar drogen
Schaalvormen
- Vormzand = zand + (thermohardende) kunststof
- Hogere nauwkeurigheid, duur
- De matrijs word voorverwarmt waarna het vormzand
erover gedaan word, door te draaien
- Het vormzand zal blijven hangen aan de matrijs en zal nog extra verwarmt worden
waarna het uithard en als matrijs zelf gebruikt kan worden
- Na het gieten zal het zand eraf vallen en word het gefiltert, het zand word opnieuw
gecoat tot vormzand
Precisiegieten (lost wax coating, investment casting)
- Voor staal en RVS
- Goede opp afwerking (nauwe maat toleraties)
- Het maken van de wasvormen door metalen martijs
- Plaats deze afzonderlijke was vormen op een tak of boom (werkt als opkomer en neemt
krimp op)
- Gedompelt in a ceramic slurry (groen product), waarna die gebakken wordt en het was
wegbakt (bruin product)
o Slurry is cement met granulaat
o Dikgenoeg om te blijve plakken maar ook om de details te laten zien
- Het metaal wordt hierin gegoten, onderscheiding mogelijk